GORE® GR 시트 가스켓
크리프, 콜드 플로우 및 부식성 높은 매체에 대해 강한 내성을 가진 100% ePTFE 가스켓 시트는 스틸 파이프 및 장비에 신뢰성 높은 실링 성능을 제공합니다.
연락처
한국
+82 2 393 3411
United States
+1 800 523 4673
Australia
+61 2 9473 6800
Brazil
+55 11 5502 7800
China
+8621 5172 8299
France
+33 1 56 95 65 65
Germany
+49 89 4612 2215
Hong Kong
+852 2622 9622
India
+91 22 67687000
Italy
+39 045 6 20 92 50
Japan
+81 3 6746 2600
Netherlands
+31 13 507 47 00
Poland
+48 22 6 45 15 37
Scandinavia
+46 31 706 78 00
Singapore
+65 6733 2882
South Africa
+27 71 467 7710
Spain
+34 93 4 80 69 00
United Arab Emirates
+971 2 5089444
United Kingdom
+44 1506 46 01 23
개요
100% ePTFE로 이루어진 가스켓 시트는 크리프, 콜드 플로우 및 부식성 강한 매체에 대한 내성이 뛰어나며, 스틸 파이프 및 장비를 확실하게 실링해 줍니다.
GORE® GR 시트 가스켓은 기존의 강화 PTFE 및 스카이브 PTFE, 그리고 기타 ePTFE 가스켓 제품보다 스틸 파이프 및 장비에서 보다 우수한 성능을 발휘하도록 설계되었습니다.
GORE® GR 시트 가스켓은 기존 PTFE 시트 가스켓의 내화학성은 똑같이 지니는 동시에 해당 소재가 가진 크리프 및 콜드 플로우와 같은 문제점은 해결해 줍니다. GORE® GR 시트 가스켓은 타 ePTFE 가스켓보다도 더 강한 인장력과 치수 안정성을 제공합니다. 뿐만 아니라 거칠고 불규칙한 실링 표면에 대한 장착성이 우수하고, 압축 시 더욱 견고한 가스켓이 되어 튼튼하고 오래 지속되는 실링을 제공합니다.
GORE® GR 시트 가스켓은 표준형뿐만 아니라 다양한 모양과 사이즈의 맞춤형으로도 제공 가능한 탁월하고 유일한 솔루션입니다.
GORE® GR 시트 가스켓의 특장점
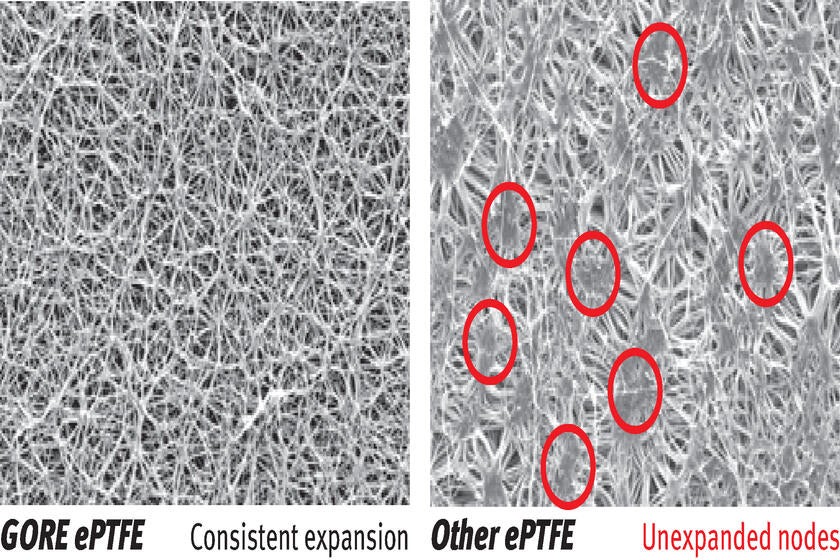
고어만의 고유한 특허 기술
특수 설계된 100% ePTFE 소재로 이루어진, 고어의 특허 기술로 제작된 ePTFE 시트는 매우 우수한 확장 성능을 자랑합니다. 타 ePTFE 소재는 노드가 잘 확장되지 않는 경우가 많습니다. GORE® GR 시트 가스켓의 확장성 강화로 인해 우수한 인장 강도와 치수 안정성을 가지며, 까다로운 적용 분야에서도 뛰어난 성능을 제공합니다.
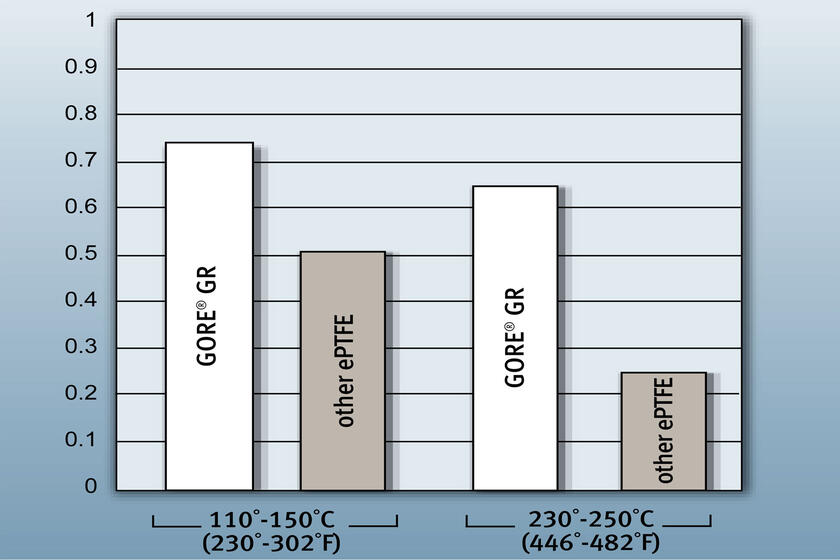
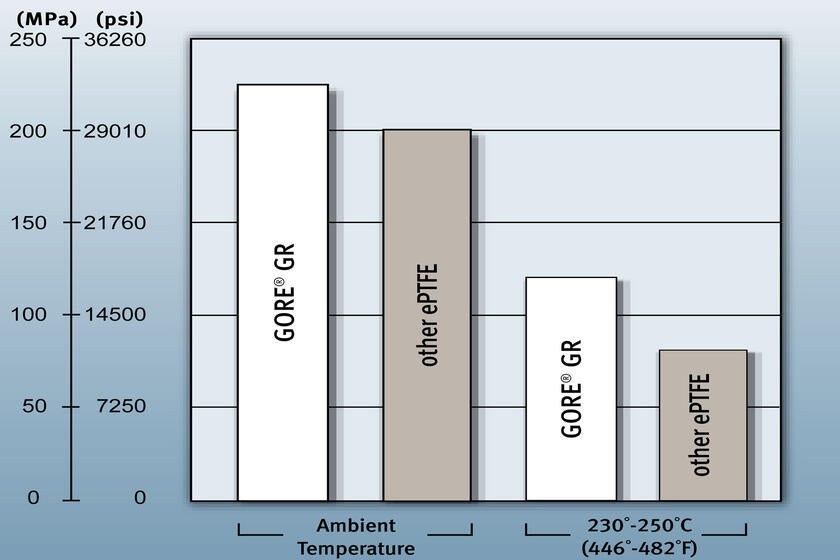
크리프 및 콜드 플로우에 대한 우수한 내성
GORE® GR 시트 가스켓은 우수한 인장 강도로 타 ePTFE 제품 및 PTFE 기반의 가스켓 제품과 대비하여 사용 중에도 두께와 너비에 있어서 뛰어난 치수 안정성을 유지합니다.
- GORE® GR 시트 가스켓은 타 PTFE 기반 가스켓 제품 대비 두께가 일정하게 유지되기 때문에 공정 가동 중에도 볼트 하중을 최대한 잘 유지하여 공정 온도의 반복적인 변화 및 고온 조건 등에서도 신뢰성 높은 실링 성능을 제공합니다.
- GORE® GR 시트 가스켓의 너비 또한 안정적으로 유지되어 가스켓이 파이프 보어 내부로 침입하는 현상을 막아 공정 성능에 미칠 수 있는 부정적인 영향을 방지해줍니다.
- 더 넓은 범위까지 터짐 현상에 대한 안정성을 제공하며, 동시에 치수 안정성을 통한 보다 견고한 실링을 제공함으로써 공정 가동 시간을 늘리고 가스켓 리토크 및 교체 작업과 같은 유지보수 비용은 줄여줍니다.
신뢰성 높은 실링 성능
GORE® GR 시트 가스켓은 내파손성 테스트를 통해 산업용 플랜지 실링의 매우 가혹한 조건도 견뎌내는 우수한 성능을 증명하였습니다. 뿐만 아니라 본 제품은 고온 시공 및 운전 시에도 실링 신뢰성 면에서 더욱 폭넓은 안전성을 제공합니다.
뛰어난 내화학성을 지닌 GORE® GR 시트 가스켓은 강알칼리 및 강산, 혹은 솔벤트 기반의 공정 시스템에서도 내구성 높은 실링을 제공합니다. 또한 용융 알칼리 금속 및 불소 원소를 제외한 모든 매체(pH 0-14)에 대해 내화학성을 보유하고 있습니다.
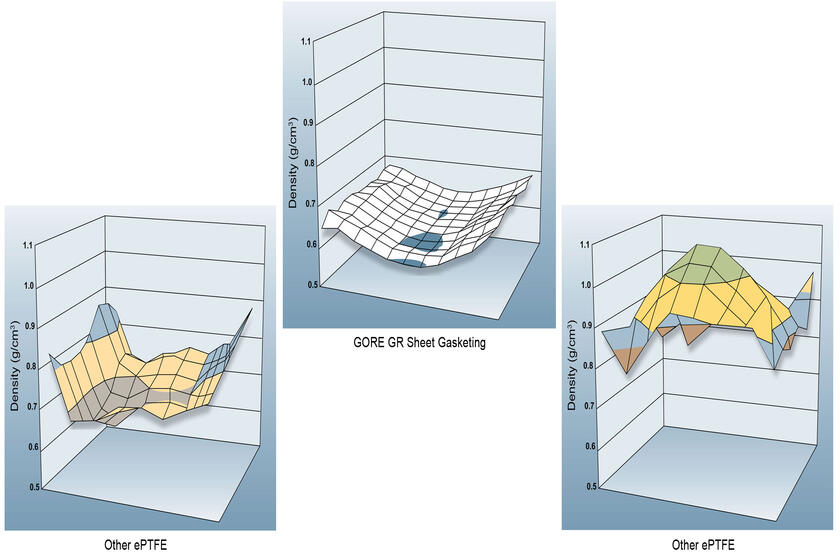
뛰어난 일관성, 줄어드는 문제점
고어는 제조 공정의 뛰어난 일관성과 정밀도로 타 ePTFE 시트 제품 대비 GORE® GR 시트 가스켓에 균일한 중량 분배를 제공합니다. 때문에 더욱 균일하고 신리성 높은 실링을 제공할 수 있습니다.
스카이브 PTFE 또는 강화 PTFE와 달리 GORE® GR 시트 가스켓은 일반적인 플랜지 결함에 신뢰성 높은 장착력을 제공합니다. 따라서 플랜지 표면 재가공이 필요 없으며, 적용 범위가 넓어지고 신뢰성 높은 초기 실링을 제공할 수 있어 문제 없이 가동을 시작할 수 있습니다.
기술 사양
| 소재 | 100% ePTFE (expanded polytetrafluoroethylene) 소재, 다방향성 강도 제공 |
|---|---|
| 화학적 내성 | 용융 알칼리 금속 및 불소 원소를 제외한 pH 0-14의 모든 매체에 대해 화학적 내성 보유 |
| 운전 압력 |
최대 적용 압력 및 온도는 장비 및 설치 방식에 따라 달라질 수 있습니다.
일반적 사용 범위 외의 분야에 적용할 경우, 해당 적용 분야에 맞는 특수한 엔지니어링 설계를 권장드리며, 더불어 시공 시 각별한 주의를 요하여 주시기 바랍니다. |
| 보관 수명 | ePTFE는 노후화가 되지 않아 영구 보존할 수 있습니다. |
(1) 중간 정도의 진공: 절대 압력 1Torr = 1mmHg = 133Pa = 1.33mbar
GORE® GR 시트 가스켓은 1524mm x 1524mm(60" x 60") 시트로 판매됩니다. 표준 두께는 1mm(1/32")~6.0mm(1/4")입니다. 잉크가 허용되지 않는 적용 분야에서는 엠보싱된 시트를 사용할 수 있습니다.
표준 판매 제품
| 판매 제품 | 두께(mm) | 인쇄 시트 | 엠보싱 시트 |
|---|---|---|---|
| 1 mm (1/32") | 1.0 | X | |
| 1.5 mm (1/16") | 1.5 | X | X |
| 3.0 mm (1/8") | 3.0 | X | X |
| 6.0 mm (1/4") |
6.0 |
X | X |
이외의 두께를 가진 시트는 요청 시 제공할 수 있습니다.
가용 사이즈
ASTM F36: 가스켓 소재의 압축률 및 복원률에 대한 표준 테스트 방법
본 테스트 방법은 실온에서 시트 가스켓 소재의 단기 압축률과 복원률을 측정하는 데 사용됩니다. 이 방법은 장시간 압력을 가함으로써 압축성을 테스트하는, 일반적으로 "크리프"라고 부르는 것에 대한 테스트가 아닙니다.
출처: ASTM International. Standard Test Method for Compressibility and Recovery of Gasket Materials - Designation: F36–99 (Reapproved 2009)
| 두께 | 압축률 (3회 테스트 평균) |
복원률 (3회 테스트 평균) |
|
|---|---|---|---|
ASTM F36 Procedure L
|
1.5 mm (1/16") |
56% | 8% |
ASTM F38: 가스켓 소재의 크리프 이완에 대한 표준 테스트 방법
ASTM F38은 압축 압력이 가해진 후에 사전 설정된 시간에 가스켓 소재의 크리프 이완 정도를 측정하는 방법을 제공합니다. 본 테스트 방법은 통제된 조건에서 관련된 소재를 비교하고, 압축 압력이 가해졌을 때 해당 소재의 유지 능력을 비교하기 위해 고안되었습니다.
출처: ASTM International. Standard Test Methods for Creep Relaxation of a Gasket Material - Designation: ASTM F38 - 00(2014)
| 두께 | 이완 (3회 테스트 평균) |
|
|---|---|---|
ASTM F38-95 Method B
|
0.8 mm (0.030") | 23% |
ASTM F37: 가스켓 소재의 실링력에 대한 표준 테스트 방법
ASTM F37은 실온에서 시트 가스켓 소재 및 단단한 현장 시공형 가스켓 소재의 실링 특성을 평가하기 위한 테스트 방법입니다. 본 테스트 방법은 통제된 조건에서 가스켓 소재를 비교하고 누출 속도를 정밀하게 측정하기 위해 고안되었습니다.
출처: ASTM International. Standard Test Methods for Sealability of Gasket Materials - Designation: ASTM F37 - 06(2013)
| 두께 | 누출 속도 | |
|---|---|---|
ASTM F37-00 Method B
|
1.5 mm (1/16") | 0.3 ml/h |
테스트 방법 개요
본 테스트 방법은 현재 Committee F03 on Gaskets에 의해 새로운 ASTM 테스트 방법으로 제시되고 있습니다. ARLA는 가압 볼트 플랜지 연결 부분에 사용되는 가스켓 소재의 장시간(노후) 이완, 누출, 중량 감소 및 점착 성능을 측정하는 테스트이며, 소재의 기계적 무결점 체크 또한 진행됩니다. 해당 방법은 일반적으로 공정이나 파워 플랜트 압력 용기 및 파이프에 사용되는 원형 가스켓 제품에 주로 적용됩니다.
출처: ASTM International. New Test Method for AGED RELAXATION LEAKAGE ADHESION PERFORMANCE of Gaskets - Designation: ASTM WK26065
일반적인 테스트 절차

- ARLA 픽스처에 가스켓 위치
- 플래튼 사이의 거리 측정
- 가스켓을 초기 압축 압력으로 로드
- 스터드 길이 측정
- 플래튼 사이의 거리 측정
- 800 psig에서 헬륨 가스를 사용하여 누출 속도 측정(헬륨 질량분석기 이용)
- 로드된 픽스처를 비순환식 공기 오븐에 넣어 에이징
- 오븐에서 픽스처를 꺼내 실온으로 냉각
- 스터드 길이 측정
- 플래튼 사이의 거리 측정
테스트 결과
| 가스켓 두께 |
이완율 % (3회 테스트 평균) |
헬륨 누출 속도 노화 전(mg/s) |
헬륨 누출 속도 노화 후(mg/s) |
|
|---|---|---|---|---|
| ARLA 압축 압력 5000 psi
|
1/16" | 30.77 | 1.04E-04 | 1.42E-05 |
| 1/8" | 43.19 | 1.04E-03 | <1.0E-7 |
테스트 방법 개요
"VDI 가이드라인의 목표는 기술 표준을 기반으로 적용 가능한 실링 연결 조건을 분석하고 정리하는 것입니다. 또한 최신 연구 결과를 포함한 조건을 모두 갖추고, 사용자에게 플랜지 접합부의 선택, 설명, 설계 및 조립과 관련하여 특별히 가스켓을 고려한 조언을 제공하기 위함입니다."(1) "여기 설명되어 있는 균일한 플랜지가 있는 실링 시스템에서의 실링 터짐 현상 안전 테스트는 최신 엔지니어링 기술에 해당합니다[...] 실링 자체로는 터짐 현상 안전성을 보장할 수 없습니다. 안전성은 항상 플랜지 조인트의 전체 시스템에 따라 달라집니다.
일반적인 테스트 절차
- 네 단계의 설치 표면 압력으로 실링 설치(교차 조임 방식으로 볼트 힘을 25 %, 50 %, 75 %, 100 %로 점차 증가) 테스트 기록에 설치 표면 압력과 실링 두께가 표시됨 추가적으로, 중간 실링의 지름을 참조하여 표기 압력으로 인한 리프트오프(lift-off) 힘을 테스트 단계 전반에 걸쳐 고려해야 함
- 5분 후 설치 표면 압력으로 다시 조임
- 재순환 연소로에서 또는 내부 가열 카트리지를 사용하여 2 K/min의 온도로 플랜지 가열
- 최소 48시간 동안 열 저장 온도 유지
- 플랜지를 실온으로 냉각
- 남아 있는 표면 압력 측정
테스트 단계 1
터짐 현상 안전 테스트는 표기 압력의 최대 1.5배의 질소를 이용하여 진행됩니다. 필요시 고압 테스트가 허용됩니다. 내부 압력은 상기 언급된 압력까지 5 bar씩 단계적으로 상승합니다. 압력 단계별 유지 시간은 최소 2분입니다.
5초 내에 Δp ≥ 1 bar• (V0 = 테스트 공간 부피)를 초과하는 압력 감쇠가 일어나면 "터짐 현상"이 발생한 것으로 간주합니다. 달성된 내부 압력은 테스트 기록에 표기됩니다. 최대 테스트 압력까지 터짐 현상이 일어나지 않을 경우, 테스트 단계 2에 따라 테스트가 계속해서 진행됩니다.
테스트 단계 2
내부 압력은 사라지고 표면 압력은 내부 압력에 의해 발생한 리프팅 힘에 따라 5 N/mm2으로 감소합니다. 표면 압력의 변화는 테스트 기록에 표기됩니다."(2)
(1) 출처: Verein Deutscher Ingenieure e. V.: VDI2200: Tight flange connections - Selection, calculation, design and assembly of bolted flange connections, June 2007, page 4
(2) 출처: ibidem, page 64
테스트 결과
| 두께 | 노출 온도 | 최초 가스켓 압력 | 테스트 단계 1 | 테스트 단계 2 | |
|---|---|---|---|---|---|
| VDI 2200 (06-2007) DN40/PN40 스틸 |
3.2 mm (1/8") |
230°C (446°F) |
30MPa (4351psi) |
Yes, 60 bar (870 psi) |
Yes, 50 bar (725 psi) |
테스트 방법 개요
본 테스트 방법은 현재 Committee F03 on Gaskets에 의해 새로운 ASTM 테스트 방법으로 제시되고 있습니다. 본 테스트는 PTFE(polytetrafluoroethylene) 기반의 시트, 혹은 시트와 유사한 가스켓의 실질적인 사용 가능 온도를 제시하여 극단적인 공정 문제나 터짐 현상을 막을 수 있도록 도와 줍니다. 본 테스트는 ASME B16.5 Class 150 and Class 300와 같이 중간 온도의 화학 공정에 주로 사용되는 플랜지 조인트에 중점을 맞추고 있습니다.
출처: ASTM International. New Test Method for Hot Blowout and Thermal Cycling Performance for Polytetrafluoroethylene (PTFE) Sheet or Sheet-Like Gaskets - Designation: ASTM WK26064
일반적인 테스트 절차 (Draft 7)
- 가스켓을 고온 터짐 현상 테스트 장치에 로드 (해당 장치는 NPS 3 Class 150 or Class 300 표면 돌출 플랜지로 이루어져 있음) 토크 렌치와 모범적인 시공 방식을 이용하여 가스켓에 지정된 압축 압력 적용
- 가스켓을 지정된 가스켓 압력으로 재로드하기 전, 가스켓 크리프와 이완을 위해 30분의 대기 시간 필요
- 헬륨 가스로 장치를 가압하기 전, 추가적으로 30분의 대기 시간 필요
- 열 순환이 없는 HOBT의 경우, 압력이 가해지면 장치에 터짐 현상이 발생하거나 장치가 최대 온도에 도달할 때까지 최대 648.9°C(1200°F)까지 분당 최대 16.1°C(3°F)로 온도가 증가
- 열 순환이 있는 HOBT의 경우, 압력이 가해지면 분당 최대 16.1°C(3°F)로 온도가 증가 이후 픽스처를 실온으로 냉각 위 사이클을 2회 더 반복하여 테스트 당 총 3회의 열 사이클 진행
본 테스트 절차에 포함된 세 가지의 테스트:
테스트 1: 열 순환이 없는 HOBT
테스트 2: 테스트 1에서 추정된 온도를 이용한 3회의 열 순환이 있는 HOBT
테스트 3: 테스트 2에서 추정된 온도를 이용한 3회의 열 순환이 있는 HOBT
테스트 결과
| 가스켓 두께 | 터짐 현상 온도 |
터짐 현상 스트레스 |
터짐 현상 압력 |
시험 가스켓 온도 Tgs |
|
|---|---|---|---|---|---|
순환이 있는 HOBT Draft 7
|
3.2mm (1/8") |
392.2°C (738°F) |
8.8MPa (1271 psi) |
30bar (435 psig) |
실제: 339°C (635°F) 한도: 315°C (600°F) |
테스트 방법 개요
본 테스트 방법은 현재 Committee F03 on Gaskets에 의해 볼트 연결 설계용 가스켓 상수를 위한 새로운 권장 방식으로 제시되고 있습니다. 해당 방법은 ASME 보일러 및 압력 용기 규정에 따라 설계된 플랜지와 같이 가압된 볼트 플랜지 연결부에 대해 실온 가스켓 밀착 설계 상수를 결정합니다. 이는 공정 과정이나 파워 플랜트 압력 용기, 열 교환기, 또는 솔리드 메탈, 자켓(jacketed), 스파이럴 운드(spiral wound)를 포함한 파이프에 사용되는 모든 유형의 원형 가스켓이나 시트 타입의 가스켓에 적용됩니다. 선택 사항으로 이러한 가스켓에 대한 최대 조립 압력 또한 이 절차에 의해 결정됩니다.
출처: ASTM International. New Recommended Practice for GASKET CONSTANTS FOR BOLTED JOINT DESIGN - Designation: ASTM WK10193
테스트 변수에 대한 정의
| Gb | 가스켓을 로드할 때 Tp = 1에서의 가스켓 압력. 가스켓을 밀착하여 장착하는 데 필요한 최초 가스켓 압력을 의미함 |
|---|---|
| "a" | 선형 회귀에 의해 얻어진 기울기. 확실한 밀착을 위한 가스켓의 용량을 의미함 |
| Gs | 가스켓을 언로드할 때 Tp = 1에서의 가스켓 압력. 가압 시의 견고함을 유지하기 위한 가스켓의 용량과 언로딩에 대한 가스켓의 민감도를 의미함 |
| Tp | 견고함에 대한 변수는 무차원 수. 1의 값은 150 mm 외경을 가진 가스켓에 대해 대기압 하에서 1 mg/s의 헬륨 누출 속도에 해당. Note: Tp가 클수록 가스켓의 견고함이 커짐 |
| Tpmax | 가스켓을 로드할 때 얻어지는 최대 견고함 |
| Tpmin | 가스켓을 언로드할 때 얻어디는 최소 견고함 |
연성 가스켓에 대한 일반적인 테스트 절차 (Draft 9)
- 유압 평면 플래튼 테스트 장치에 가스켓 위치
- 로드 및 언로드를 반복 3회 실시하는 동안 각 압력 레벨에서 누출 속도 측정. 단계에 따라 헬륨 가스를 이용하여 시스템을 27.5 bar(399 psi) 또는 55 bar(798 psi)로 가압. 각 단계에서의 대기 시간은 최소 1분에서 최대 5시간으로, 누출 속도가 안정되는 시점에 따라 다름
- 수집된 데이터는 테스트 변수를 생성하기 위해 파트 A와 파트 B 두 가지로 묶어서 분석. 파트 A는 최초 플랜지 조임 동안에 가스켓의 시팅 성능을 의미. 파트 A의 데이터는 Gb, "a", 및 Tpmax를 결정하기 위해 사용됨. 파트 B는 실제 운전 조건을 시뮬레이션함. 파트 B의 데이터는 Gs 및 Tpmin을 결정하기 위해 사용됨
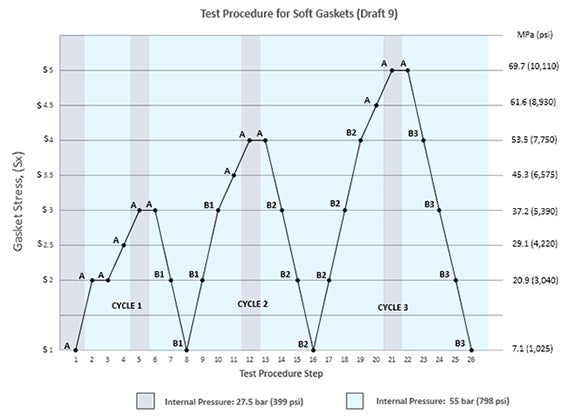
ROTT Test Procedure for Soft Gaskets
파손에 대한 일반적인 테스트 절차 (Draft 9)
- 가스켓 압력이 S1 레벨로 복원됨
- 압축 압력이 점진적으로 증가함에 따라 가스켓에 로딩 사이클이 적용되며, 그 동안 각 압력 레벨에서 누출 속도가 측정됨. 헬륨 가스를 이용하여 시스템을 27.5 bar(399 psi)로 가압. 대기 시간은 각 압력 레벨에서 15분을 초과하지 않아야 함
- 압력 레벨에서의 누출 속도가 S1 레벨에서 관찰된 누출 속도보다 높을 경우, 또는 장비의 최대 부하에 도달할 경우 테스트가 완료됨
- 최대 허용 가능 압력은 S1 누출 속도가 유지된 최대 압력 레벨
테스트 결과
ROTT Draft 9 SOFT Gasket Test Procedure
| Gasket Thickness: 1/16" | Gasket Thickness: 1/8" | |
|---|---|---|
| Gb (psi) | 685 | 770 |
| a | 0.271 | 0.274 |
| Gs (psi) | 6.19E-02 | 9.38E-07 |
| Tpmin | 1416 | 1962 |
| Tpmax | 27706 | 16424 |
| S100 (psi) | 2391 | 2716 |
| S1000 (psi) | 4466 | 5099 |
| S10000 (psi) | 8343 | 9573 |
| Maximum Allowable Gasket Stress (psi) | Greater than 40031 (Equipment Max) | Greater than 40031 (Equipment Max) |
가스켓 설계 요소
EN 13555는 EN 1591-1 계산에서 사용된 가스켓 변수를 생성하기 위한 테스트 방법을 제공합니다.
가스켓 상수 정의
| PQR | 사전 정의된 온도에서 크리프 이완의 측정치. 이완 후 가스켓 압력과 최초 가스켓 압력 사이의 비율을 의미함. 이상적인 PQR 값은 1. 테스트 값이 이상적인 값에 가까울 수록, 가스켓 압력 손실이 적어짐 |
|---|---|
| Qmin(L) | 실온에서 특정 누출 등급 L에 도달하기 위해 최초 실링 시공 시 최소한으로 요구되는 가스켓 압력 |
| QSmin(L) | 사용시 특정 누출 등급 L에 도달하기 위해 최소한으로 요구되는 가스켓 압력 |
| QSmax | 지정된 온도에서 손상 없이 가스켓에 가할 수 있는 최대 가스켓 압력. 온도와 가스켓 두께에 따라 달라질 수 있음. NOTE: EN 13555:2014에서는 가스켓이 보어로 침입하는 경우를 고려하여 QSmax에 추가적인 결함 모드를 더하였습니다. 해당 개정에 따른 테스트 결과는 곧 제공될 예정입니다. |
| EG | 부하 감소 시의 실링의 복구(탄성 작용)를 의미하며, 탄성 계수와 관련이 있음. 가스켓 압력, 실링 두께 및 온도에 따라 달라질 수 있음 |
일반적인 테스트 방법
| PQR | 크리프 이완은 다양한 온도, 최소 가스켓 압력, 실링 두께 값 및 플랜지 강도 값에서 측정됩니다. 우선 사전 정의된 가스켓 압력에 실링을 노출시킨 다음, 온도를 높이고 4시간 동안 유지합니다. 다음으로 잔류 가스켓 압력을 측정합니다. |
| Qmin; QSmin |
부하를 가한 뒤, 이를 사전 정의된 만큼 실링에서 조금씩 제거하며 누출을 지속적으로 측정합니다. 내부 압력은 일반적으로 40 bar(테스트 가스: 헬륨)입니다. |
| QSmax; EG |
가스켓 압력을 주기적으로 증가하다가 이전 가스켓 압력의 1/3로 감소시킵니다. 그리고 실링 두께를 측정합니다. 여러 온도에서 테스트를 반복합니다. |
테스트 결과:
시트 두께에 따른 테스트 결과는 다음 자료를 통해 확인하실 수 있습니다.
Note: 가스켓 두께가 위에 명시되지 않은 경우 해당 가스켓보다 바로 다음으로 두꺼운 두께의 테스트 데이터를 사용하십시오.
m & y는 ASME Boiler and Pressure Vessel Research Code Division 1 Section VIII Appendix 2에 명시된, 플랜지 설계에 사용되는 가스켓 상수입니다. 가스켓에 대한 누출 속도 대비 Y 압력 및 m 인수는 현재 ASTM F03 Working Group에서 새로운 테스트 방법으로 제시하고 있습니다.
가스켓 상수 정의
유지 인수 m은 내부 압력이 접합부에 가해진 후 가스켓에 압축 부하를 유지하는 데 필요한 추가적인 사전 부하량을 나타내는 인수입니다.
시팅 압력인 y는 최초 실링을 달성하는 데 필요한 최소 압축 압력(psi)입니다.
테스트 결과
| 값 | |
|---|---|
| m | 2.5 |
| y | 2800 |
AD2000 B7 가스켓 변수에 대해서는 테스트 표준이 존재하지 않으나 아래와 같은 추정치가 제공됩니다. VDI2200에 측정 방법이 상이하므로 변환이 유효하지 않다고 명시된 부분에 대해 유의하여 주십시오. 즉, 해당 값은 추정치임을 명확히 인지하여 주십시오. "DIN EN 1591-1 및 FE 분석과 연계하여 오직 DIN EN 1591-1 및 AD2000에 따른 방법만 안정성, 누출 기밀성 및 TA Luft 내력을 제공하는 데 사용될 수 있습니다." (1)
(1) Verein Deutscher Ingenieure e. V.: VDI2290, Emission Control - Sealing constants for flange connections, page 8, June 2012
VDI2200(2)에 따르면, 아래와 같은 관련성이 있습니다:
k0 KD ~ Qmin • bD 및 k1 ~ (QSmin / p) • bD 여기서,
| Qmin | 실링 최초 시공 시 실온에서 최소한으로 요구되는 가스켓 압력(EN13555에 근거) |
|---|---|
| QSmin | 사용시 최소한으로 요구되는 가스켓 압력(EN13555에 근거) |
| QSmax | maximum gasket stress that may be applied on the gasket at an indicated temperature ϑ (based on EN 13555) |
| bD | 가스켓 너비 |
| p | 매체의 내부 압력 |
| k1 | 사용 조건에 대한 AD2000 B7 가스켓 변수 |
| k0KD | 가스켓 변형에 대한 AD2000 B7 가스켓 변수 |
| k0KDϑ | AD 2000 B 7 gasket parameter for gasket deformation in service at temperature ϑ |
GORE® GR 시트 가스켓 사용시, 그리고 내부 압력이 40 bar(580 psi)일 때, 다음과 같은 변수를 사용하는 것을 권장 드립니다.
- k1 = 2.5 · bD
- k0KD = 24 MPa · bD
- k0KDϑ = 80 MPa · bD temperature ϑ = 230°C (446°F)
If necessary for a specific application, Gore recommends to do individual conversions based on data from EN 13555.
The use of the general values given in table 1 of AD 2000-Merkblatt B 7(5) is not broadly recommended. However they may be applicable depending on the given situation.
Please also note that the quoted standards of DIN 2690 to DIN 2692 were superseded by EN 1514-1 in 1997.
(1)Arbeitsgemeinschaft Druckbehälter: AD 2000-Merkblatt B 7, Berechnung von Druckbehältern, Schrauben, Seite 4, 7.1.2.4, April 2015
(2)Verein Deutscher Ingenieure e. V.: VDI 2200, Tight flange connections - Selection, calculation, design and assembly of bolted flange connections, page 36, table 9, June 2007.
(3)Verein Deutscher Ingenieure e. V.: VDI 2290, Emission Control - Sealing constants for flange connections, page 8, June 2012
(4)Please note that factor m = QSmin / p was defined by DIN V 2505 which was superseded by EN 1591-1 where m is no longer used
(5)Arbeitsgemeinschaft Druckbehälter: AD 2000-Merkblatt B 7, Berechnung von Druckbehältern, Schrauben, Seite 6, Tabelle 1, April 2015
인증 및 응용 정보
Federal Institute for Materials Research and Testing (BAM)에서는 액체 및 기체 산소와 플랜지 연결용 실링 소재의 호환성을 테스트합니다. 테스트 절차 및 결과에 대한 자세한 정보는 다음 테스트 보고서에서 확인하실 수 있습니다.
액체 염소 및 건식 또는 습식 염소 가스 서비스 경험에 관한 Eurochlor의 발행물, 그리고 염소 연구소의 Pamphlet 95 Gaskets for Chlorine Service는 건식 및 습식 염소 서비스를 위한 가스켓을 다루고 있으며, 현장 테스트를 통한 사용자 수용 여부 및 회원사의 경험을 다룬 자료를 제공해 드립니다. GORE® GR 시트 가스켓과 GORE® 유니버셜 파이프 가스켓(Style 800)은 해당 발행물에 등재되어 있습니다. 해당 문서는 관련 기관에서 이용하실 수 있습니다.
GORE® GR 시트 가스켓은 ABS Type Approval Program에 따라 제품 설계 평가(PDA, Product Design Assessment) 인증을 받았습니다.
본 테스트는 플랜지 부식을 일으킬 수 있는 용해 가능한 수용성 불소 및 염소 이온을 분석합니다. 샘플을 24시간 동안 탈이온수에서 약 95°C로 용해시킵니다. 본 테스트가 고객의 적용 분야에 필요할 경우, 보다 자세한 사항은 고어에 문의하여 주시기 바랍니다.
GORE® 가스켓 제품은 법령이 규정한 조항을 준수하고 있어 물질안전보건자료(MSDS, Material Safety Data Sheet) 및 안전보건자료(SDS, Safety Data Sheet)를 요하지 않으나, 고객사의 편의를 위해 적합한 사용처 및 취급 방법을 기술한 제품안전자료(Product Safety Sheet)를 제공해 드리고 있습니다.
고어 실란트 테크놀로지 품질 관리 시스템은 ISO 9001 인증을 획득하였습니다.
팔로우: GORE® GR 시트 가스켓