설치-GORE® 가스켓 테이프 시리즈 500

빠르고 쉬운 설치
본 동영상은 사선 절단을 하는 방법과 테이프를 플랜지 주위에 놓는 방법을 보여 줍니다. 가스켓의 순응성이 매우 좋아 완벽하게 놓으려고 걱정할 필요가 없습니다.
1. 사이즈를 선택합니다
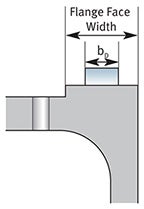
가스켓 너비(bD)
RF(raised face) 및 FF(flat face) 플랜지의 경우
- EN- 또는 JIS-표준 플랜지: 플랜지 접촉면 너비의 30-50%.
- ASME-표준 플랜지: 플랜지 접촉면 너비의 50-75%.
- 비표준 플랜지: 가스켓 응력이 충분하도록 가스켓 너비를 계산합니다.
TG(Tung & Groove) 플랜지의 경우
- 그루브(groove)의 너비 전체를 가스켓이 덮어야 합니다.
- 텅(tongue)이 그루브의 깊이보다 약간 길어야 합니다.
열 교환기 분리 바의 경우
- 가스켓 너비가 분리 바 너비 전체를 덮어야 합니다.
주의: 엔지니어링 토크 계산을 하여 다음보다 높은 가스켓 응력을 확보할 수 있도록 하십시오.
• 3mm(1/8"): 19MPa(2,755psi)
• 6mm(1/4"): 23MPa(3,335psi)
가스켓 두께
- 대부분의 경우 3mm(1/8”) 두께의 가스켓 테이프가 한 겹 필요합니다.
- 반대로 편차가 1mm(0.040”) 이상인 플랜지의 경우, 6mm(1/4") 가스켓 테이프를 권장합니다.
- 표면 불규칙성이 2mm(0,080")를 초과하는 플랜지의 경우, 중첩을 하여 틈을 메울 수 있습니다. 이와 같은 경우 Gore 직원에게 문의하십시오.
2. 토크 값을 결정합니다
확실하게 밀봉하기 위해, 설치 시 적절한 가스켓 응력을 가해야 합니다.
GORE® 가스켓 테이프 시리즈 500의 일반적인 밀봉 최소 응력 값은 다음과 같습니다.
- 3mm(1/8"): 19MPa(2,755psi)
- 6mm(1/4"): 23MPa(3,335psi)
원하는 특정 적용 분야에서의 토크 값을 결정하기 위해 엔지니어링 계산을 하십시오. 업계 지침(예: ASME PCC-1 Guidelines for Pressure Boundary Bolted Flange Joint Assembly(압력 경계 볼트 조인트 조립을 위한 ASME PCC-1 지침), 그리고 EN 1591-1 Flanges and their Joints-Design Rules for Gasketed Circular Flange Connections-Part 1: Calculation(플랜지 및 그 조인트-가스켓 부착 원형 플랜지 연결을 위한 설계 규칙-파트 1: 계산)을 이용할 수 있습니다.
3. 가스켓 테이프를 설치합니다
GORE® 가스켓 테이프 시리즈 500은 4단계의 빠르고 쉬운 방법으로 설치할 수 있습니다. 다음을 클릭하여 상세한 일반 설치 단계와 적용분야별 지침을 보십시오. 여기에는 (RF 및 FF 플랜지, TF(tongue and groove) 플랜지, 열 교환기 및 직사각형 플랜지에 관한) 동영상이 포함됩니다.
A. 플랜지를 준비합니다
- 플랜지를 최소 15cm(6")를 엽니다.
- 표면을 완벽하게 닦아 최적의 접착이 이루어지도록 합니다.
- 모든 오일, 흑연, 그리고 기타 잔류물을 제거합니다.
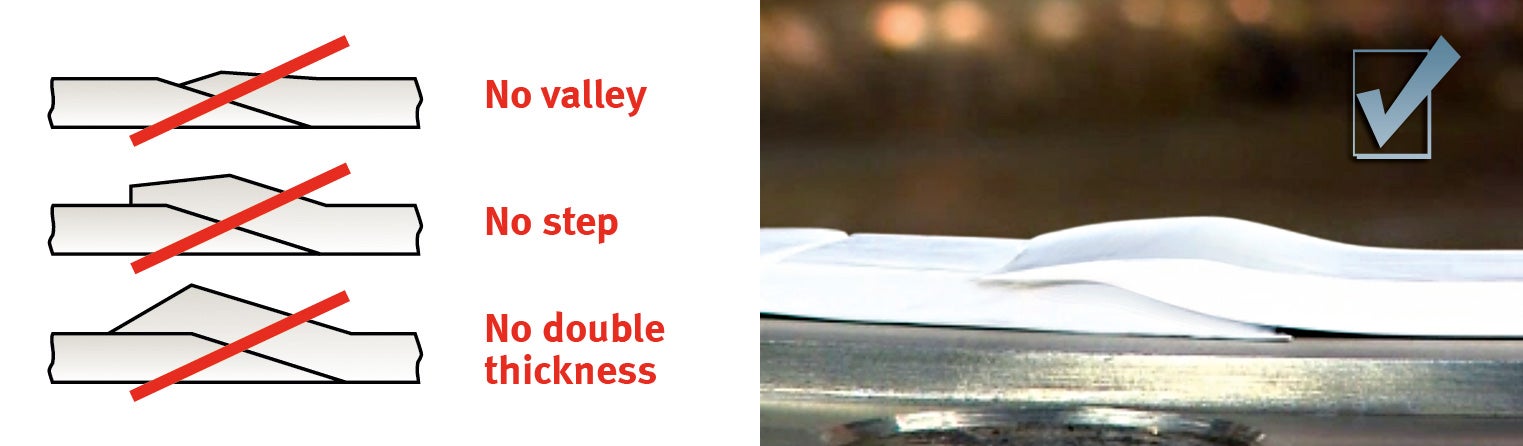
B. 시작부를 사선 절단합니다.
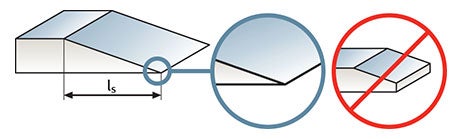
- 가스켓 테이프를 약 0.5m(1.5ft) 풉니다. 사선 절단 기술을 이용하여 깨끗하고, 단단한 표면 위에서 예리한 칼을 가지고 한쪽 끝을 절단합니다.
- 사선 절단의 길이, ls는 아래 표의 치수와 같아야 합니다.
테이프 두께 사선 절단 길이(ls) 3mm(1/8") 15-20mm(3/4") 6mm(1/4") 25-40mm(1-1/4")
주의:
중요한 것은 사선 절단 부분이 매끄러워 합니다. 일체의 계단 모양을 피하십시오. 칼을 사용할 때 적절한 보호 장갑을 착용하십시오.
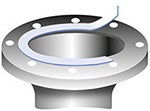
C. 가스켓 테이프를 부착합니다.
- 가스켓 테이프의 사선 절단 부분을 정해 놓은 시작 볼트 주위에 놓습니다.
- 접착제 뒷면을 한 번에 조금씩 떼어내 접착제에 먼지가 달라붙지 않게 합니다.
주의: 추가적인 접착 방지 스프레이나 용액을 플랜지 표면에 뿌려서는 안 됩니다. 추운 경우에, 가스켓 테이프를 설치 전에 서서히 따뜻하게 합니다.
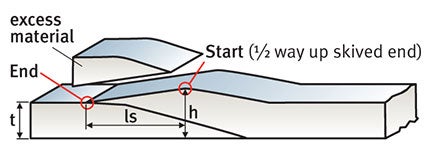
D. 가스켓 테이프를 겹쳐 놓습니다
- 시작 절단부 위에 테이프를 올려 놓아 ≈ 14mm(1/2")가 겹치도록 하여 가스켓을 완성합니다. 두 번째, 즉 마지막 사선 절단을 준비하기 위해 시작하는 점과 끝나는 점을 확인하고 표시합니다.
- 가스켓 재료를 비스듬히 잘라내어 최고 높이, h가 제공된 표의 치수와 같게 합니다.
- 대형 플랜지의 경우, 여러 개의 조인트가 필요할 수 있습니다. 조인트는 볼트 구멍에 위치해야 하고, 가능한 한 서로 멀리 떨어져야 합니다(2개 조인트인 경우 ~180°, 3개 조인트인 경우 120°).
| 테이프 두께(t) | 사선 절단 길이(ls) | 최대 높이(h) |
|---|---|---|
| 3 mm (1/8") | 15 - 20 mm (3/4") | 3.5 - 5.0 mm (3/16") |
| 6 mm (1/4") | 25 - 40 mm (1-1/4") | 6.5 - 9.0 mm (3/8") |
응용 프로그램 별 지침 :
RF 또는 FF 플랜지
- 아래의 단계 A-D에 따라 가스켓 테이프를 설치합니다.
- 접착지는 머리 위 높이에 가스켓 설치를 용이하게 합니다.
- 플랜지를 마감할 때 가스켓 테이프가 제자리에 있는지 확인하십시오.
텅(tongue) 위
- 아래의 단계 A-D에 따라 가스켓 테이프를 설치합니다.
- 접착지는 머리 위 높이에 가스켓 설치를 용이하게 합니다.
- 플랜지를 마감할 때 가스켓 테이프가 제자리에 있는지 확인하십시오.
그루브 안
- 단계 A-C에 따라 그루브 안에 가스켓 테이프를 준비하고 넣기 시작합니다.
- 가스켓을 완성하는 D 단계에서는 가스켓 테이프의 마지막 30cm(1ft)를 그루브 안에 놓고, 볼펜으로 사선 절단(skive cut) 시작 위치를 표시합니다.
- 평평한 표면에서 마감부 사선 절단을 실행합니다.
- 나머지 접착제 뒷면을 떼어내고, 가스켓을 그루브에 넣고 사선 절단 부분을 중첩함으로써 가스켓을 완성합니다.
- 아래의 단계 A-D에 따라 가스켓 테이프를 설치합니다.
- 접착지는 수직 가스켓 설치를 용이하게 합니다.
- 플랜지를 마감할 때 가스켓 테이프가 제자리에 있는지 확인하십시오.
- 아래 단계 A-C에 따라 그루브 안에 가스켓 테이프를 준비하고 이를 넣기 시작합니다.
- 아래의 가스켓을 완성하는 D 단계에서는 가스켓 테이프의 마지막 30cm(1ft)를 그루브 안에 놓고, 볼펜으로 사선 절단(skive cut) 시작 위치를 표시합니다.
- 평평한 표면에서 마감부 사선 절단을 실행합니다.
- 나머지 접착제 뒷면을 떼어내고, 가스켓을 그루브에 넣고 사선 절단 부분을 중첩함으로써 가스켓을 완성합니다.
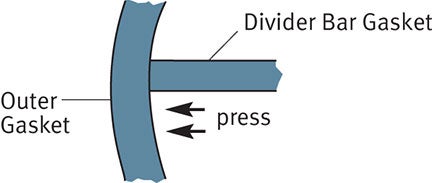
- 플랜지를 준비합니다. 표면을 완벽하게 닦아 최적의 접착이 이루어지도록 합니다. 모든 오일, 흑연, 그리고 기타 잔류물을 제거합니다.
- 측정하고 가스켓 테이프를 3mm(1/8") 정도 길게 자릅니다. 양쪽 끝을 90°로 수직 절단합니다.
- 디바이더 바 가스켓을 붙입니다
- 접착제 뒷면을 제거하고 가스켓 끝을 바깥쪽 가스켓 안으로 단단히 누릅니다. 디바이더 바를 가로 질러 테이프를 놓고 반대편 끝을 바깥쪽 가스켓 안으로 단단히 누릅니다.
주의: 열 교환기의 디바이더 바는 높은 압력 차에서 운전하는 경우는 매우 드뭅니다. 따라서 수직 절단 부분을 바깥쪽 플랜지 가스켓 안으로 단단히 눌러 붙여도 적절하고 훌륭한 실링을 제공합니다. Gore는 디바이더 바와 원형 가스켓이 맞닿는 부위에 대체 절단 기술이나 중첩을 적용하도록 권장하지 않습니다.
- 아래 단계 A-C에 따라 가스켓 테이프를 준비하고 이를 설치하기 시작합니다.
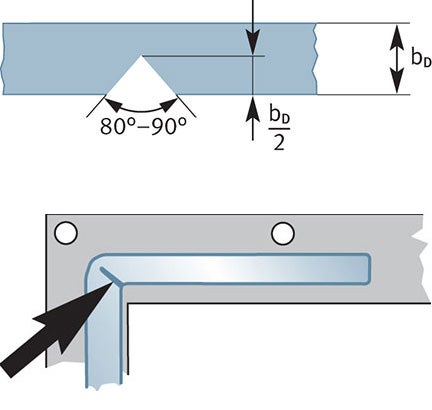
- 예리한 모서리에 깔끔하게 설치합니다.
- 균일한 실링 응력을 위해, 예리한 모서리에서 GORE® 가스켓 테이프 시리즈 500을 V자 형태로 베어내야 합니다.
- 예리한 모서리에 접근할 때 그림에서 보여주는 것처럼 테이프의 안쪽 부분을 80-90°의 각도로 잘라냅니다.
- 모서리 주위에서 가스켓을 구부립니다. 다음에 접착제 뒷면을 이용하여 고정합니다.
- 단계 D에 따라 가스켓을 완성합니다.
4. 표준 볼트 플랜지 조립 관행을 검토 및 준수하십시오
GORE® 가스켓 제품들은 특별한 조립 관행을 필요로 하지 않습니다. 그러나 볼트 플랜지 조인트를 조립할 때 항상 업계의 모범 관행을 따를 것을 권장합니다. 이들 관행은 ASME, ESA(European Sealing Association), FSA(Fluid Sealing Association) 및 VDI(Association of German Engineers)에 의해 개발되었습니다.
- ESA/FSA Gasket Installation Procedures Assuring Joint Integrity and Maximum Safety(조인트 무결성 및 최대 안전성을 보장하는 ESA/FSA 가스켓 설치 절차)
- ASME PCC-1 Guidelines for Pressure Boundary Bolted Flange Joint Assembly(압력 경계 볼트 플랜지 조인트 조립을 위한 ASME PCC-1 지침)
- VDI 2200-Tight flange connections(견고한 플랜지 연결): Selection, calculation, design and assembly of bolted flange connections(볼트 플랜지 연결 선택, 계산, 설계 및 조립)
- ASME는 볼트 플랜지 조인트 조립에 관한 교육을 제공합니다.
- 또한 여러 단체들이 EN 1591-4에 명시된 볼트 플랜지 조인트 조립 교육 자료를 제공합니다
실링 표면이 깨끗하고, 건조하며, 그리스 등이 묻어 있지 않은지 확인합니다.
가스켓을 플랜지의 중앙(볼트 기준)에 놓습니다.
패스너(fastner)에 윤활제를 잘 바릅니다. 하중을 받는 모든 볼트, 너트 및 워셔의 표면에 윤활제를 바르십시오.
볼트, 워셔 및 너트를 플랜지에 조립합니다.
원을 그리는 순서로 차례로 돌아가며 손으로 볼트를 조입니다.
보정된 토크 장치를 이용하여 별을 그리는 순서대로 각 볼트에 토크를 가합니다. 3번에 걸쳐 토크를 가합니다.
- 1차: 최종 토크값의 30%
- 2차: 최종 토크값의 60%
- 3차: 최종 토크값의 100%
원을 그리는 순서로 차례로 돌아가며 최종 토크값의 100%로 토크를 가합니다. 그 다음 4시간을 기다립니다.
모든 볼트가 최종 토크값에 도달할 때까지 차례로 돌아가며 토크를 가해 설치를 완료합니다.