설치-GORE® 조인트 실란트
설치 매뉴얼, Korea
Measure the width of the sealing surface and reference the table below to select the nominal width of GORE Joint Sealant...
1. 사이즈를 선택합니다:
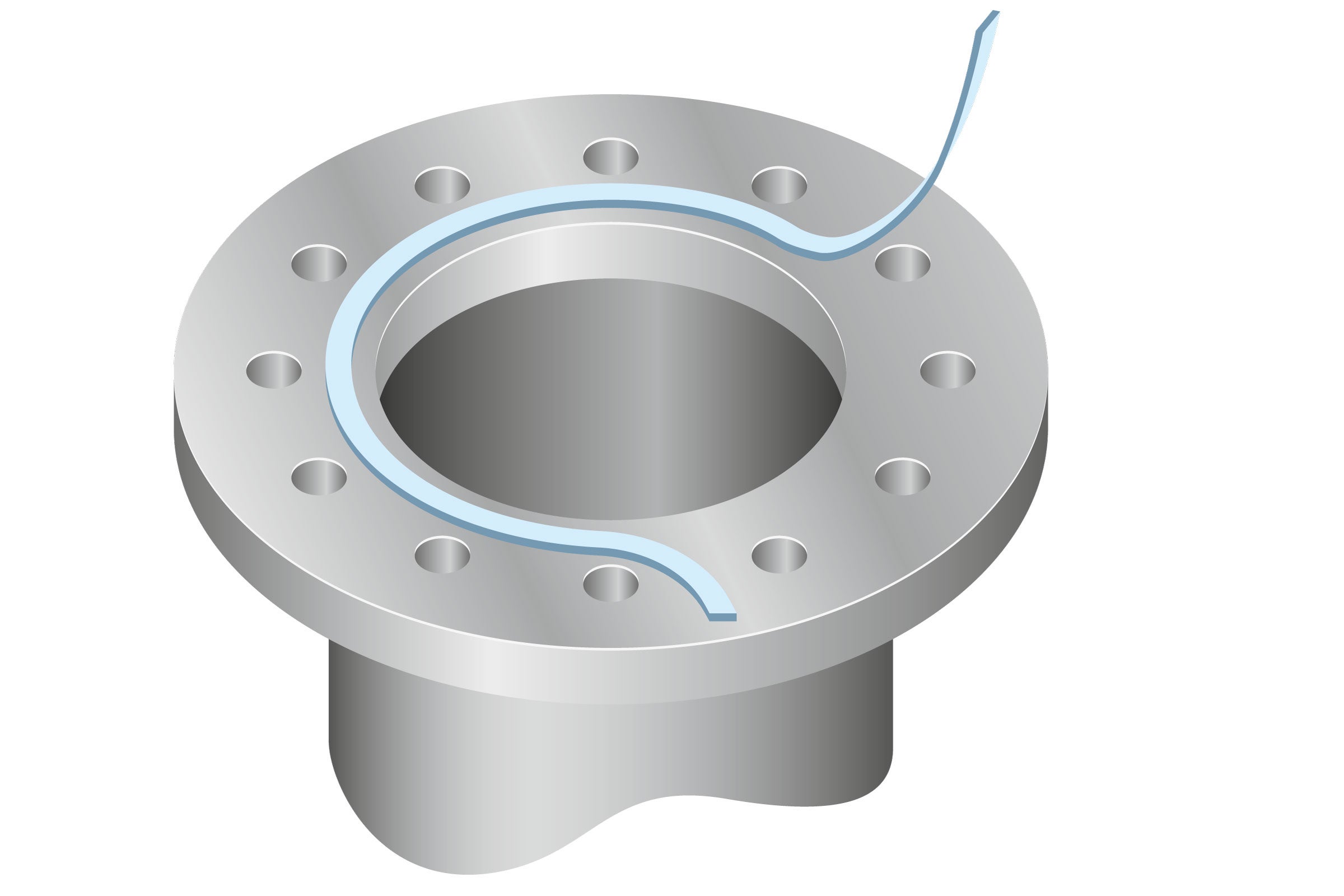
FF(flat face) 플랜지, RF(raised face) 플랜지, 그리고 맨웨이(manway)의 경우:
실링 표면의 너비를 측정하고, 아래 표를 참조하여 GORE® 조인트 실란트의 명목 너비를 선택하십시오.
| 유효 실링 너비 | GORE 조인트 실란트 명목 너비 | ||
|---|---|---|---|
| (mm) | (인치) | (mm) | (인치) |
| 3 - 7 | 1/8 - 1/4 | 3 | 1/8 |
| 7 - 10 | 1/4 - 3/8 | 5 | 3/16 |
| 10 - 17 | 3/8 - 5/8 | 7 | 1/4 |
| 17 - 25 | 5/8 - 1 | 10 | 3/8 |
| 25 - 40 | 1 - 1.5 | 14 | 1/2 |
| 40 - 50 | 1.5 - 2 | 17 | 5/8 |
| 50 - 65 | 2 - 2.5 | 20 | 3/4 |
| 65+ | 2.5+ | 25 | 1 |
TG(tongue and groove) 플랜지의 경우:
그루브(groove)의 너비와 같거나 작은 명목 너비를 가진 GORE® 조인트 실란트를 선택합니다.
주의: 17MPa(2500 psi)를 초과하는 가스켓 응력을 확보할 수 있는지 확인하기 위해
엔지니어링 토크 계산을 하십시오.
2. 토크 값을 결정합니다
-
확실하게 밀봉하기 위해, 설치 시 적절한 가스켓 응력을 가해야 합니다.
- GORE® 조인트 실란트를 실링하기 위한 일반적인 최소 응력값:
- y-계수 = 17MPa(2500psi)
- Qmin L0.1 = 21MPa(3045psi)
필요한 힘을 계산하는 두 가지 방법이 있습니다.
방법 1: 압착 너비 계수(Compressed Width Factor)
가스켓 면적은 길이 x 1.5 x 용도에 적용할 조인트 실란트의 명목 너비로 계산할 수 있습니다. 1.5는 보수적인 계수입니다. 더 정확하게 상세하게 적용치를 평가하려면, 압착 너비 계수 또는 아래에서 기술한 선 힘(Line Force) 방법을 위한 표를 사용하십시오.
F = σ가스켓 · 계수 · W명목 · L가스켓
설명:
F= 총 힘
σ가스켓 = 적용할 가스켓 응력
계수 = 압착 너비 계수
W명목 = 명목 너비
L가스켓 = 조인트 실란트의 길이
압착 너비 계수(Compressed Width Factor)
| y-계수 17MPa (2500psi) |
Qmin L0.1 21MPa (3045psi) |
|
|---|---|---|
| 3mm (1/8") | 1.2 | 1.2 |
| 5mm (3/16") | 1.3 | 1.3 |
| 7mm (1/4") | 1.2 | 1.2 |
| 10mm (3/8") | 1.2 | 1.2 |
| 14mm (1/2") | 1.1 | 1.1 |
| 17mm (5/8") | 1.2 | 1.2 |
| 20mm (3/4") | 1.1 | 1.2 |
방법 2: 선 힘
Gore는 단위 길이의 조인트 실란트를 압착하는 데 필요한 힘을 결정하기 위해 시험을 하고 분석 기법을 활용하였습니다. 단위 길이의 재질을 압착하는 힘을 선 힘이라 부릅니다. 선 힘은 압착된 가스켓 너비와 무관합니다.
F = F선 · L가스켓
설명:
F= 총 힘
F선 = 주어진 명목 너비에 대해 원하는 가스켓 응력에서의 선 힘
L가스켓 = 조인트 실란트의 길이
| y-계수 17MPa (2500psi) |
Qmin L0.1 21MPa (3045psi) |
|||
|---|---|---|---|---|
| (N/mm) | (lb/in) | (N/mm) | (lb/in) | |
| 3mm (1/8") | 72 | 410 | 89 | 510 |
| 5mm (3/16") | 113 | 644 | 141 | 803 |
| 7mm (1/4") | 149 | 850 | 184 | 1050 |
| 10mm (3/8") | 210 | 1197 | 258 | 1475 |
| 14mm (1/2") | 282 | 1613 | 348 | 1990 |
| 17mm (5/8") | 359 | 2052 | 446 | 2547 |
| 20mm (3/4") | 370 | 2116 | 460 | 2628 |
원하는 특정 적용 분야에서의 토크 값을 결정하기 위해 엔지니어링 계산을 하십시오. 업계 지침(예: ASME PCC-1 Guidelines for Pressure Boundary Bolted Flange Joint Assembly(압력 경계 볼트 플랜지 조인트 조립을 위한 지침), 그리고 EN 1591-1 Flanges and their Joints-Design Rules for Gasketed Circular Flange Connections-Part 1: Calculation(플랜지 및 그 조인트-가스켓 부착 원형 플랜지 연결을 위한 설계 규칙-파트 1: 계산)을 이용할 수 있습니다.
3. 조인트 실란트를 설치합니다
A. 플랜지를 준비합니다
- 플랜지를 최소 15cm(6")를 엽니다.
- 표면을 완벽하게 닦아 최적의 접착이 이루어지도록 합니다. 모든 오일, 흑연, 그리고 기타 잔류물을 제거합니다.
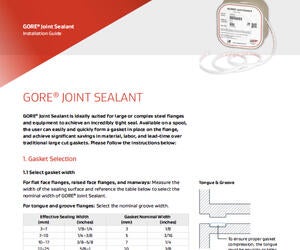
B. 조인트 실란트를 붙입니다
접착제 뒷면을 한 번에 조금씩 떼어내 접착제에 먼지가 달라붙지 않게 합니다. 시작하는 볼트 구멍 주위에 조인트 실란트의 끝 부분을 놓습니다.
주의: 추운 경우, 설치 전에 조인트 실란트를 서서히 따뜻하게 해서 접착제가 더 잘 붙도록 합니다.
C. 조인트 실란트 가스켓을 완성합니다
시작할 볼트 구멍에서 실란트의 양끝이 겹치게 하여 가스켓을 완성하고 남은 재료를 잘라 버립니다. 그림을 참조하십시오.
주의: 일부 조인트 실란트 적용의 경우, 사선 절단 겹침 기술(skive cut overlap technique)을 사용해야 합니다. 이는 조인트가 겹치는 부분에서 가스켓 재료의 두께가 두 배가 되어 플랜지가 이를 압착하는 데 필요한 충분한 힘을 버틸 수 없기 때문입니다. 이는 아마도 명목 너비가 >17mm(5/8")인 조인트 실란트를 사용하는 경우가 될 것입니다. 단, ASME 또는 JIS 금속 플랜지에 설치할 때는 예외입니다. 확실하지 않은 경우, 겹침 기술에 대한 대안으로 항상 사선 절단 기술을 사용할 수 있습니다.
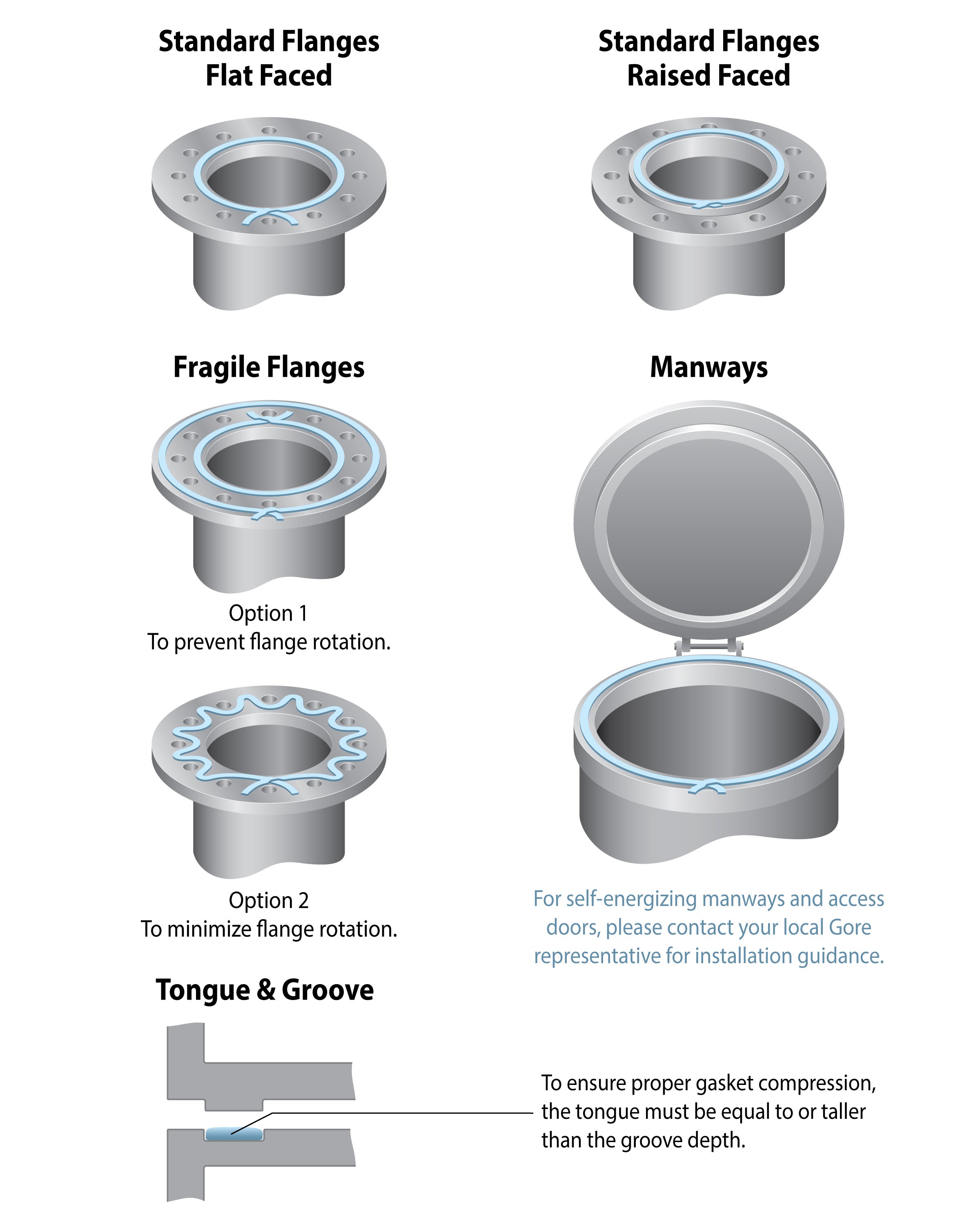
Skive Cut Technique - An Alternate Method of Completing the Joint Sealant Gasket
a. 시작부 사선 절단
GORE® 조인트 실란트를 약 0.5m(1.5 ft) 풉니다.
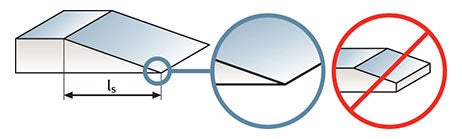
사선 절단 기술을 이용하여 깨끗하고, 단단한 표면 위에서 예리한 칼을 가지고 한쪽 끝을 절단합니다.
일반적으로 사선 절단 길이는 약 25mm(1")가 되어야 합니다.
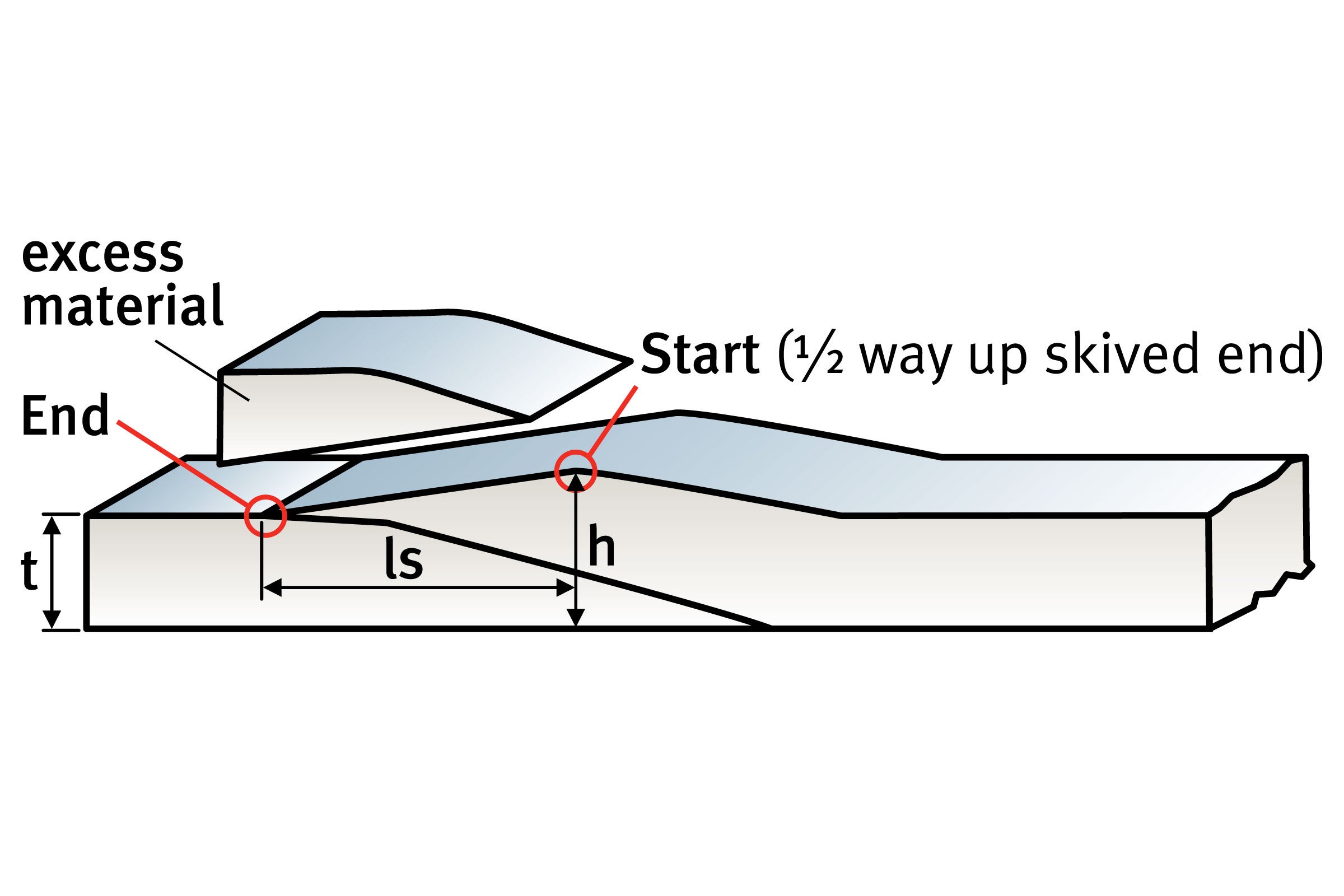
b. 마감부 사선 절단
- 시작 절단부 위에 조인트 실란트를 올려 놓아 ≈ 14mm(1/2")가 겹치도록 하여 가스켓을 완성합니다.
- 두 번째, 즉 마지막 사선 절단을 준비하기 위해 시작하는 점과 끝나는 점을 확인하고 표시합니다.
- 가스켓 재료를 비스듬히 잘라 냅니다. 겹치는 부분의 최종 두께는 원래 가스켓 두께의 ≈ 120%(h)가 되어야 합니다.
4. 표준 볼트 플랜지 조립 관행을 검토 및 준수하십시오
GORE® 가스켓 제품들은 특별한 조립 관행을 필요로 하지 않습니다. 그러나, 볼트 플랜지 조인트를 조립할 때 항상 업계의 모범 관행을 따를 것을 권장합니다. 이들 관행은 ASME, ESA(European Sealing Association), FSA(Fluid Sealing Association) 및 VDI(Association of German Engineers)에 의해 개발되었습니다.
- ESA/FSA Gasket Installation Procedures Assuring Joint Integrity and Maximum Safety(조인트 무결성 및 최대 안전성을 보장하는 ESA/FSA 가스켓 설치 절차)
- ASME PCC-1 Guidelines for Pressure Boundary Bolted Flange Joint Assembly(압력 경계 볼트 플랜지 조인트 조립을 위한 ASME PCC-1 지침)
- VDI 2200-Tight flange connections(견고한 플랜지 연결): Selection, calculation, design and assembly of bolted flange connections(볼트 플랜지 연결 선택, 계산, 설계 및 조립)
- ASME는 볼트 플랜지 조인트 조립에 관한 교육을 제공합니다.
- 또한 여러 단체들이 EN 1591-4에 명시된 볼트 플랜지 조인트 조립 교육 자료를 제공합니다.
실링 표면이 깨끗하고, 건조하며, 그리스 등이 묻어 있지 않은지 확인합니다.
가스켓을 플랜지의 중앙(볼트 기준)에 놓습니다.
패스너(fastner)에 윤활제를 잘 바릅니다. 하중을 받는 모든 볼트, 너트 및 워셔의 표면에 윤활제를 바르십시오.
볼트, 워셔 및 너트를 플랜지에 조립합니다.
원을 그리는 순서로 차례로 돌아가며 손으로 볼트를 조입니다.
보정된 토크 장치를 이용하여 별을 그리는 순서대로 각 볼트에 토크를 가합니다. 3번에 걸쳐 토크를 가합니다.
- 1차: 최종 토크값의 30%
- 2차: 최종 토크값의 60%
- 3차: 최종 토크값의 100%
원을 그리는 순서로 차례로 돌아가며 최종 토크값의 100%로 토크를 가합니다. 그 다음 4시간을 기다립니다.
모든 볼트가 최종 토크값에 도달할 때까지 차례로 돌아가며 토크를 가해 설치를 완료합니다.
산업용으로만 사용 가능합니다.
식품, 약품, 화장품, 또는 의료기기의 제조, 처리, 포장 공정 용도로는 사용할 수 없습니다.